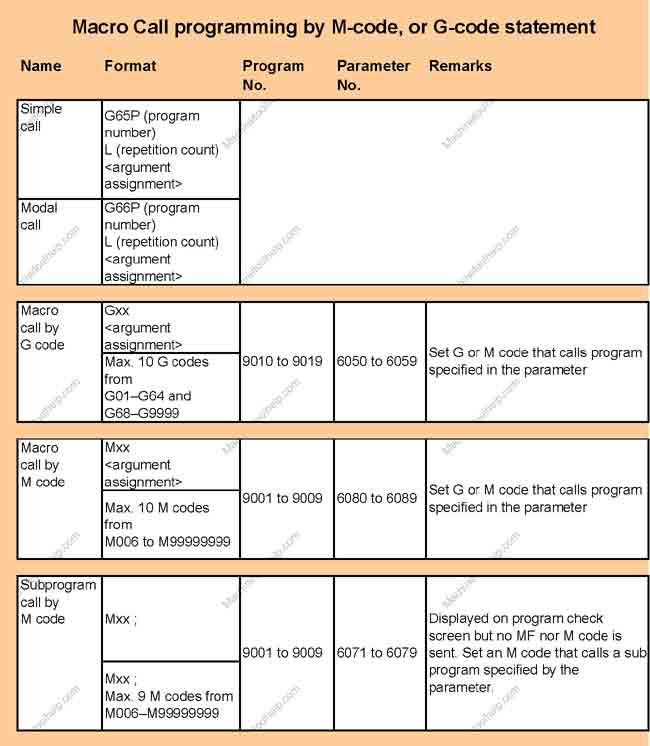
| "Simple call" "Max. 10 G codes from G01?G64 and G68?G9999""Mxx <argument assignment>" 9001 to 9009 6080 to 6089 Set G or M code that calls program specified in the parameter "Max. 10 M codes from M006 to M99999999""G65P (program number) L (repetition count) <argument assignment>" "Macro call by M code" "Modal call" "G66P (program number) L (repetition count) <argument assignment>" "Macro call by G code" "Gxx <argument assignment>" 9010 to 9019 6050 to 6059 Set G or M code that calls program specified in the parameter "Subprogram call by M code" Mxx ; 9001 to 9009 6071 to 6079 Displayed on program check screen but no MF nor M code is sent. Set an M code that calls a sub-program specified by the parameter. "Mxx ; Max. 9 M codes from M006?M99999999" |