



RS232, Ethernet, Wireless, pcmcia or ATA memory card, and USB communicationsThese are the different ways to load programs and data to your machine tool. The most common is RS232. Many machine tool companies are now going to windows based operating systems with hard drives and USB ports. Below you will find communications with RS232 information. There will be more on the other communications devices to come.
|
|||||||||||||||
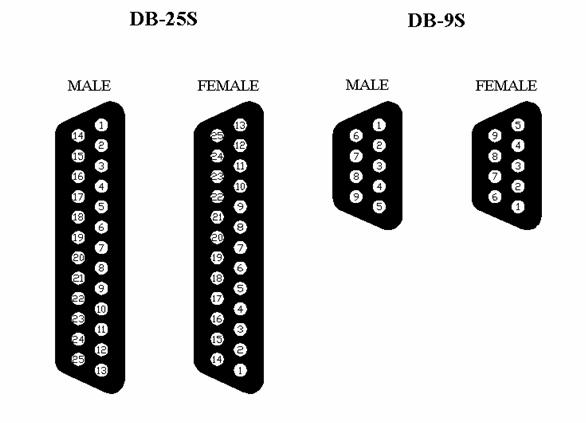
Hardware set up for RS232 communicationsYou can purchase a cable through the cnc store. The non-handshaking is the most popular and is made to the Fanuc and Mitsubishi RS232 specifications. This has been fully tested on many controls including Mitsubishi, Fanuc, Brother, Yasnac and many others. We also offer the standard RS232 cable which has the handshaking capabilities as well as custom built RS232 cables.. Most laptops now do not come with a serial port. In this case you must purchase a PMCIA to serial or a USB to a serial port adapter. There are a lot of mixed reviews on the USB to serial converters, though I have found one that seems to work for every application I have thrown at it. Its been tested on many CNC machines as well as automation devices such as PLC's, light curtains, Servo drives and more. The only thing about using a USB to serial adapter is to make sure you plug it in the same USB port every time. This will enable you to keep the same COM Port number that you have set up in your RS232 software programs. Standard RS232 Fanuc serial port : (DB25 Female to honda)I am surprised at the few people that actually understand on how to set up all the different parameters for communications. Once you get it to work most people write them down and use it on all of their machines. I myself still do not understand the full purpose of all the different settings, but I am usually able to get communications working without a problem. Unfortunately, there is little documentation on how all of the different settings are used. I will be adding a troubleshooting section on RS232 communications in the near future. I will also include some recommendations on software and parameters for the different controls. Lastly, it will include the use of ATA or SRAM, cards and how to configure computers and read them. For free RS232 software see free CNC software |
|||||||||||||||
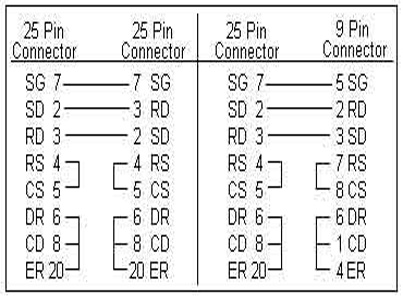
Communications standard non handshaking cable |
|||||||||||||||
| 6 = Data Set Ready 7 = Signal Ground 8 = Carrier Detect 20 = Error (Data Terminal Ready) 25 = Power |
|||||||||||||||
|
Baudrate-Feet |
|||||||||||||||
| Fanuc ISO Protocol communication settings: (E,7,X) The standard protocol for Fanuc controls is 4800 or 9600 Baud, Even parity, 7 data bits and either 1 or 2 stop bits (XON/XOFF, PUNCH ON/OFF). This is standard setting that will work in most conditions. Depending on environment and cable type and distance to DNC if used. |
|||||||||||||||



Fanuc Control Parameter settings RS232
Fanuc-3 RS232 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Fanuc 6 and 9 series RS232 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Fanuc 0M RS232 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Fanuc- |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Fanuc RS232-10/11/12/15 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Fanuc-16/18/21 (M,T,I series) To change parameters- Press the offset settings hardkey, then press settings softkey. To turn on PWE. To get to parameters press system hard key then the parameter softkey |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| See Fanuc |
RS232 Communications Parameters settings RS232C, RS232-c,USB to serial, Serial communications and protocol, pcmcia, Ethernet switch, and ATA communication |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||