What causes zero return position to change or loss of it on any CNC?
-
- causes motor coupling to slip or drive miscalculate position
-
(switched machines only)
-
(switched machines only)- If Limit switch-does it move freely (clean it) If prox switch, then wipe chips off Face
-
needs replacement keeps encoder position when power is shut off (Warning Most machines require replacement with power up)
-
on the encoder happens to be really close to the drop off point of the decel dog(Switched machines only)
How to determine what type of zero return type you have?
After initial power up. Then perform zero return. Do the axes decelerate in the end when you zero return this machine? If Yes you have zero return decel switches. If No you have absolute encoders no decel switches.
Troubleshooting the different axis zero return types
With Decel switches (switched):
-
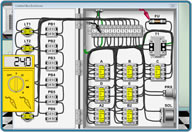
. Keep in mind if you move switch or dog your zero return position will change and you may need to do a gridshift. Inspect and clean Limit switch or Prox/decel dog and area around the decel dog of any chips. If its a limit switch push the plunger to see if its sticky (clean with WD40 if necessary). If ok then check the Prox or limit switch for power to and from switches with a meter, Make sure you are not testing hard overtravel limit switches instead of zero switch.
-
of the deceleration dog Disconnect motor coupling then rotate motor only 1/2 turn then retighten and try zero returning.
Also check if there is any conditions that must be satisfied to be able to zero return? Does the axis need to be in a certain area? do you have to zero return any axis first? is the tailstock back? turret clamped? etc.
-
. The CNC control can get goofed up. Power down then back up and zero return and see if it corrects itself. If not you may have to reset it.
-
it is not seeing the limit switch. Check the power and input diagnostic in the control by putting metal in front of the prox or activating the limit switch.
NOTE: Remember switched machines after the initial zero return. Will not recalculate the zero return again unless the power is turned completely off at main breaker then back on. Only then it will recalculate the zero return. Also Keep in mind if you move switch or dog your zero return position will change and you may need to do a gridshift.
Without decel switches (Absolute encoder switchless):
Once the zero return is set, that's it. You must reset it through a procedure to reset it. Some controls are fooled if the axis is moving when the power is off or loss of power while its machining. (NOTE:Do not disconnect encoder cable from drive to check connections unless you know how to reset zero return. You will loose zero return position if it is set.)
Soft overtravel machine alarm occurs when zero returning:
There are 3 ways to get by this in order to complete the zero return. Reasons for this problem can vary. Most controls have a way to bypass the soft overtravels without changing any parameters and will usually reset by cycling power. The another way is to change the overtravel temporarily to allow for a completed zero return and then change back the parameter. The last way is to push the axis by hand with power off to get the axis closer to zero return position.
Causes:
This usually occurs on a Z-axis of vertical machining center or X-axis of turning centers. These axes tend to drift down if brake does not stop axis quick enough before power down. A crash can also cause this to happen. This will also occur if axes are moving and the main breaker is cut off when they are in motion. Problem is when the power is off it does not track axis movement.
Fanuc controls only. Turn the control power off. Power on the control pressing letter (P) and the cancel (CAN) key and keep them depressed until the CRT Display comes up plus an additional 5 seconds. Then release P and Cancel keys . (Do not hold in any other keys or risk loosing parameters, programs and more) Once powered up fully perform Zero Return. This procedure bypasses the soft limit, and will reset after completing a zero return. If the axis overtravels again after deceleration, more than likely you have a bad Zero return Switch if its not an absolute pulse coder.
Resetting zero return position (Different ways CNC OEM's set zero return up)?
Procedure varies from machine to machine, model to model. Here are Four different zero return setting types:
-
There is a Parameter for each axis called gridshift that can be changed to a value. (switched machines)
-
Special machine tool builder procedure that will automatically bump up against a hard stop and backs off a certain distance.
-
Special procedure that you place the axis where you think zero return should be. Then perform procedure to call that position home. Some will also require the axis to be moved to find the one rev pulse.Here is an example of a procedure for fanuc controls setting zero return position.
-
Special procedure that you place the axis just before usually 1/4-1/2 inch where you think zero return should be. Then perform procedure that will move the axis to the one revolution pulse and count the gridshift value and stop.
How does an encoder determine zero return?
Most encoders must find the one revolution pulse of the encoder first. The gridshift value is counted off of this pulse. The machine must be told at what point to begin looking for this one rev pulse. Here are 2 types: switched and switchless.
On switched machines with a zero return dog the the prox or limit reads this dog. Then once it goes past this dog and drops off, it begins looking for this pulse then begins counting the gridshift. On switched machines you will not loose zero return as long as you do not disconnect the mechanical linkage or disturb the switch or dog you can just zero return the machine as usual.
On switchless machines once the zero return is complete the battery backup holds this position in memory, so if battery is lost you will have no choice but to reset Zero Return.
|